性能特点 Main Feature
设备特点
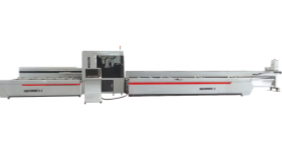
● 本机结构由型材上料机构,机械手送料机构,型材切割机构,机械手出料机构,型材下料机构构成
(1)型材上料机构一次可存储8只型材,采用同步带上料传送,型材采用右端定位,以保证长短料型材均可切割,诸如:6.2米、6米、5.8米、4米等定尺型材;
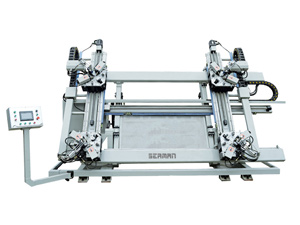
(2)上料传输定位部分配备托起、旋转上下压紧,前后平压控制定位,防止型材因变形弯曲或者加紧变形而造成送料夹爪夹不住型材;
(3)夹爪配有防脱料掉料功能,脱料或者无料自动报警;
(4)机械手定位全部采用伺服定位,即保证型材顶端与夹爪的紧密相连,又保证了送料时因摩擦阻力增加以至于送料不准。(此位置关键);
(5)送料机械手采用全数控控制,带有记忆存储功能,无论选用任何一种型材只需一次输入机械手位置,下次选用调出即可,无须再调整;
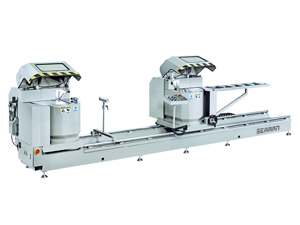
(6)本机具有让料功能,保护锯片不扫料;
(7)切割机构采用垂直切割方式,工作台受力,保证扇料的切割精度,尤其是内开扇,锯切好不好,扇料见分晓;
(8)立式垂直切割,锯片受力角度好,中心线以下受力,锯片使用寿命长;
(9)伺服电机进给,自上而下切割,通过电机的自重和平衡杠的作用进给更匀速,机械寿命长;
(10)立式垂直切割,伺服进给,可实现三个速度工作,空行程加速,到达安全高度减速,切割进给匀速,切完回刀快速,完美组合,非气动进给不可比拟;
(11)立式上下运动,型材压紧不受气压和锯片锋利度影响,角度更稳定;
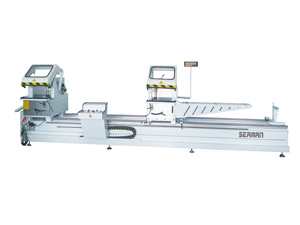
(12)切割部分设防型材脱模划伤装置,降低型材送料摩擦力,保证送料精度;
(13)无论任何型材切割无须计算型材料高;
(14)出料机械手采用伺服电机控制,速度可调,精度有保证;
(15)型材下料机构设有型材存储区,并配备标签打印功能,方便识别型材,优化管理;
(16)先进的型材优化系统,输入型材尺寸、数量、毛坯长度,自动优化型材切割段数,优化率可达99%;
(17)本机配备废料收集和粉末收集系统,两道分离,料头和铝屑单独分离;
(18)本机适用于铝合金门窗国家标准平开窗门窗型材端面加工,其他非标型材端面需定做模具。
技术参数
|
电源:380V/50Hz
|
功率:16.2kw
|
|
锯切电机:3.0KW 2800r/min
|
工作气压:0.5-0.8Mpa
|
|
耗气量:50L/min
|
锯切长度:350mm~6300mm
|
|
锯切宽度:100mm
|
锯切高度:140mm
|
|
锯切角度:45° 90°
|
机械手空载最大速度:70m/min
|
|
锯片规格:φ550×4.4×φ30,Z=120
|
切割精度:±0.1mm
|
|
切割型面平面度:≤0.10mm
|
切割角度误差:±5′
|
|
切割型面粗糙度:Ra12.5μm
|
外形尺寸(含两侧工作台):14000×3000×2200mm
|