1、性能特点:
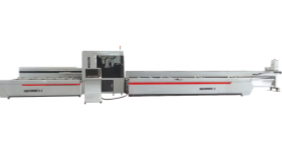
LGZS6512型四轴数控龙门加工中心是我公司为适应轨道交通铝型材和各种工业铝材的加工,专门开发设计的一款高档机、电、气一体化设备。该型加工中心刚性足、速度快,主轴具有转速高和低速较大扭矩的特点,具有很高的加工效率,并且根据轨道交通铝型材的特点做了适应性的特殊设计,使得该型设备可以较好的满足轨道交通铝型材各种长度工件的高效加工。在轨道交通行业,该类型设备现在已经拓展成为系列产品,该型号设备是主要产品之一。
该系列设备还具有以下特点:
● 可用于对轨道交通铝型材上和各种工业铝材的孔、槽及轮廓形状等复杂工序的加工,具备铣削、钻削、镗孔和攻丝等功能;
● 采用工作台固定,龙门移动式结构布局,减小占地面积和增加整机灵活性和结构刚性;
● 采用HT300铸铁工作台面,并设有标准T型槽,可方便定位安装各种工装夹具,机床底部布置有抽屉式接削箱;
● 电主轴采用意大利原装高速电主轴, 具备较高的单位时间内金属切削量,主轴端部具有气幕保护功能,可有效延长主轴使用寿命;由于配置强制循环冷却装置,确保了主轴精度的稳定性
● 采用先进的西门子828D数控系统、配置S120驱动器,使主轴具备自动换刀及攻丝功能;配有RS232接口、10/100M以太网接口及接口线,实现数控加工程序传输、拷贝, 还具有自诊断功能、自我保护功能、报警显示功能;
● X、Y、Z三方向均采用进口高精度直线滚动导轨,X轴采用齿轮齿条传动方式,Y、Z轴采用双螺母预紧、滚珠丝杠预拉伸结构,Z向滑板设置有平衡机构,X、Y、Z、A轴均配有大扭矩伺服电机及运动检测反馈装置,保证了机床具有高的启动加速特性和实现较为复杂工件的四轴加工;
● 床身、龙门立柱、横梁均采用高强度碳钢板焊接件,经多次时效处理性能稳定,构件设计运用有限元分析进行了分析计算,保证最优的质量刚度比和优良的静态及动态性能和热态性能;
● 设有刀具的冷却喷雾系统,确保刀具使用寿命及工件加工表面质量,滚动导轨副、滚珠丝杠副、齿轮齿条均采用集中定时定量自动润滑方式,提高了机床精度保持性;
● 配置有12刀位旋转刀具库,可完成自动换刀;
● 配置对刀仪,可以自动完成刀具的长度确定,并与程序对应更新;
● 配置电气箱空调,提高电器元件的可靠性及使用寿命,确保控制系统的稳定运行;
● 配置有安全防护装置,确保操作者的人身安全;
● 主要加工精度
重复定位精度: ≤0.03 mm
定位精度: ≤0.06 mm
表面粗糙度: Ra6.3 μm
钻铣垂直度: 0.1/100mm
圆度: 0.1/100mm
2、技术参数:
|
项目
|
单位
|
参数
|
|
纵向行程 (X轴)
|
mm
|
6600
|
|
横向行程 (Y轴)
|
mm
|
1800
|
|
垂直行程 (Z轴)
|
mm
|
825
|
|
主轴摆动 (A轴)
|
°
|
-90°~ 0 ~+90°
|
|
工作台形式
|
|
铸铁T形槽式
|
|
工作台面积
|
mm(长X宽)
|
6500X1200
|
|
龙门过料宽度
|
MM
|
1520
|
|
工作台T形槽宽度
|
mm
|
5×22H8
|
|
X轴最大运行速度
|
m/min
|
50
|
|
Y轴最大运行速度
|
m/min
|
30
|
|
Z轴最大运行速度
|
m/min
|
20
|
|
A轴最大运行速度
|
r/min
|
16.5
|
|
加工范围
|
X轴
|
mm
|
6500
|
|
Y轴(主轴竖直状态)
|
mm
|
1200
|
|
主轴水平 (±90°)状态,主轴中心距工作台面高度
|
mm
|
118~943
|
|
主轴水平 (±90°)时,主轴端面之间最大间距
|
mm
|
1400
|
|
主轴竖直时主轴端面距工作台面最大距离
|
mm
|
753
|
|
换刀时间
|
s
|
15
|
|
主轴功率
|
kW
|
15 / 18
|
|
主轴最高输出转速
|
rpm
|
20000
|
|
主轴最大输出扭矩
|
N.m
|
20.9
|
|
主轴锥孔
|
|
HSK 63F
|
|
X 1轴伺服电机
|
kW/ N.m
|
2.9 / 22
|
|
X 2轴伺服电机
|
kW/ N.m
|
2.9 / 22
|
|
Y 轴伺服电机
|
kW/ N.m
|
2.9 / 22
|
|
Z 轴伺服电机
|
kW/ N.m
|
2.9 / 22
|
|
A 轴伺服电机
|
kW/ N.m
|
1.45 / 6.0
|
|
刀库伺服电机
|
kW/ N.m
|
0.85 / 1.71
|
|
气压
|
kg/cm2
|
6
|
|
电压/总功率
|
|
3N+PE~50Hz 380V/220V/35KW
|
|
电源
|
kVA
|
35
|
|
外形尺寸(长×宽×高)
|
mm
|
9034×3488×2912
|
|
机床维修空间(长×宽)
|
mm
|
11250×4588
|
|
机床净重
|
kg
|
15000
|